
Concrete and asphalt performance relies entirely on the skeletal structure of the aggregate matrix. If crushed rock and sand lack the precise gradation profile demanded by structural engineers, the resulting composite material will inherently fail under compressive or shear stress. Voids created by missing intermediate particle sizes demand higher volumes of expensive cementitious paste or bituminous binders, driving up batch costs while simultaneously increasing the risk of thermal cracking during the curing phase. Extracting accurate particle size distribution data is historically fraught with mechanical errors and operator inconsistencies. When technicians rely on manual agitation or utilize poorly calibrated, aging laboratory equipment, they inevitably introduce aggressive data skew.
Fine particles become trapped within the woven wire mesh a physical phenomenon known as blinding while excessive, uncalculated brute force fractures brittle aggregates during the diagnostic phase, creating artificial fines that cause immediate, costly batch rejection at the plant. Modern material testing laboratories absolutely cannot afford these self-inflicted analytical errors. Securing defensible, highly repeatable gradation data requires completely eliminating the variables of human fatigue and mechanical inconsistency. Integrating a calibrated sieve shaker into daily laboratory operations standardizes the kinetic energy applied to the sample, ensuring that every single particle is repeatedly exposed to the mesh apertures at varying angles without causing destructive physical degradation to the material itself.
The Severe Financial Costs of Diagnostic Inaccuracies
Relying on inconsistent separation methods initiates a catastrophic chain reaction on the construction site. When an asphalt production plant receives a false positive on a poorly graded aggregate stockpile due to inadequate laboratory testing, the resulting hot mix will suffer from severe internal instability. Once laid and compacted, this non-compliant matrix leads directly to premature rutting, severe raveling, and catastrophic moisture damage under heavy traffic loads. Project managers are then legally forced into highly disruptive, expensive remediation protocols. Misdiagnosing aggregate gradation does not simply cause a minor laboratory delay; it leads directly to tens of thousands of dollars in wasted raw materials and devastating financial penalties when the finished pavement inevitably fails independent core sample compression testing. Replacing visual guesswork and manual shaking with automated mechanical agitation solves this engineering crisis by providing absolute, legally defensible certainty before the raw materials ever enter the mixing drum.
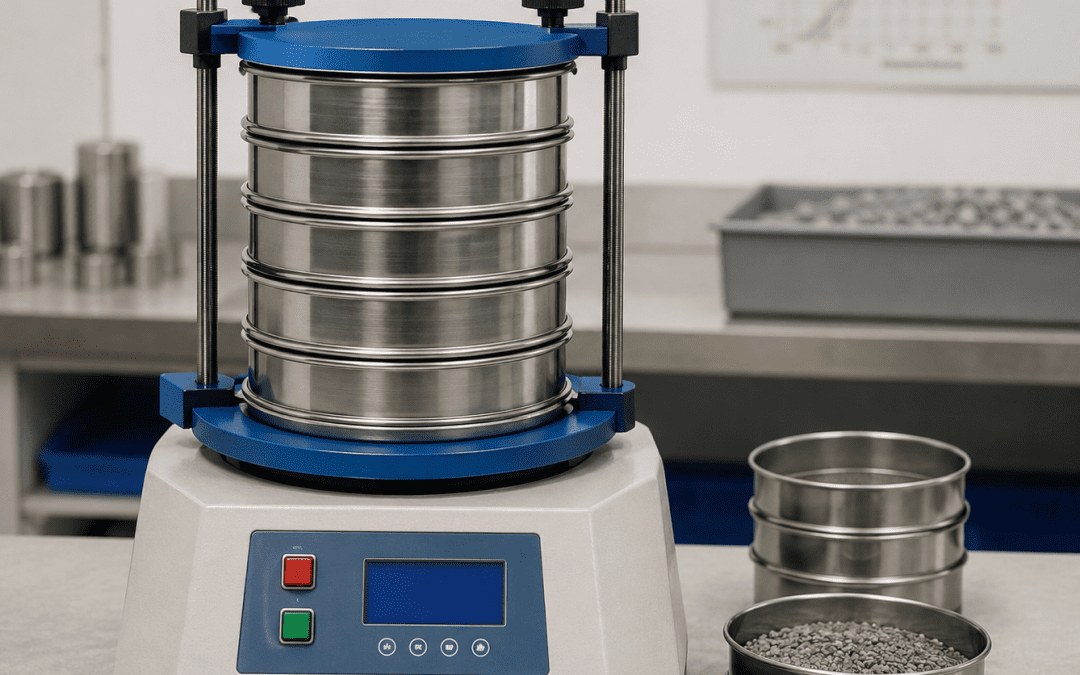
The Physics of Three-Dimensional Particle Agitation
Effective particle separation requires highly complex fluid dynamics, not merely violent shaking. The most advanced diagnostic equipment utilizes precision-engineered electromagnetic drives to generate a distinct, three-dimensional testing environment. This specific mechanical action combines a sharp vertical throwing motion with a continuous rotational twisting force. This dual-action physics fluidizes the aggregate sample completely. The vertical amplitude physically lifts the crushed rock and sand off the woven wire mesh, breaking the surface tension and preventing dense materials from packing together. As the particles fall back down, the rotational shear forces them to land in a completely different orientation. This guarantees that elongated or highly angular particles eventually align perfectly with the square mesh apertures, falling through to the next level rather than falsely registering as retained mass. This exact control over particle trajectory is impossible to replicate through human effort.
Mitigating Mesh Blinding and Particle Pegging
Two distinct physical blockages constantly threaten the accuracy of aggregate testing: blinding and pegging. Blinding occurs when microscopic dust and clay particles electrostatically adhere to the wire mesh, physically shrinking the aperture size and preventing compliant materials from passing through. Pegging happens when near-size angular aggregates wedge themselves violently into the square openings, blocking subsequent materials and distorting the final retained weight calculations.
When operators attempt to manually clear pegged sieves, they frequently resort to aggressive scraping with stiff wire brushes. This abrasive action permanently deforms the delicate brass or stainless steel woven wire, destroying the strict dimensional tolerances required for legal compliance and forcing the laboratory to constantly purchase expensive replacement components. Automated equipment featuring intermittent tapping functions and highly adjustable vibration frequencies physically dislodges these trapped particles without causing destructive stress to the test sieves, drastically extending the lifespan of your analytical assets.
Navigating Strict International Regulatory Audits
Operating within the heavy construction and civil engineering sector requires strict, documented adherence to international legal testing codes. Regulatory bodies and government infrastructure auditors completely reject undocumented field adjustments or varied mechanical methodologies. Standards such as BS EN 933-1 and ASTM C136 meticulously dictate the exact physical methodologies required for executing valid sieve analysis. These legal frameworks mandate that the agitation must be sufficient to separate the materials entirely but gentle enough to prevent artificial aggregate degradation. Equipment lacking digital amplitude control or utilizing worn, uncalibrated mechanical gears operates entirely outside of acceptable legal parameters. When an auditor discovers that a laboratory is producing gradation curves using non-compliant, physically degraded testing apparatus, the facility risks immediate decertification and the rejection of all historical material data.
Precision Instrumentation for Harsh Environments
Extracting legally valid data from a chaotic, dust-filled construction laboratory requires highly specialized, precision-machined testing apparatus designed to endure extreme operational abuse. Standard equipment is often heavily engineered to withstand highly abrasive crushed rock and continuous vibration while maintaining strict kinetic accuracy year after year. At Labquip Ltd, we understand that utilizing compromised testing equipment directly leads to compromised structural data. Our heavy-duty material separation instruments are engineered specifically for the harsh, unyielding realities of heavy construction diagnostics.
Utilizing our fully compliant testing apparatus featuring robust electromagnetic drives, frictionless base plates, and digital parameter locking ensures your technicians extract perfectly accurate, legally defensible gradation data on every single batch. By outfitting your quality control teams with reliable Labquip Ltd instruments, you completely remove the mechanical variables from your testing matrix, allowing your engineers to confidently sign off on critical structural placements.
Acoustic Isolation and Laboratory Safety
Heavy aggregate agitation generates highly disruptive, dangerous acoustic energy. Subjecting laboratory technicians to continuous, high-decibel mechanical noise leads to severe operational fatigue, loss of concentration, and permanent auditory damage. Integrating specialized acoustic enclosures around the vibrating apparatus physically contains this destructive sound energy. Engineered using high-density acoustic foam and rigid steel outer casings, these cabinets drop the operational noise floor well below legal workplace safety thresholds. This critical safety intervention completely eliminates the need for restrictive personal protective equipment inside the laboratory, fostering a much safer, highly focused analytical environment where technicians can execute complex mathematical calculations without severe environmental distraction.
Optimizing the Analytical Workflow
The raw data extracted from the testing apparatus represents only the first phase of the diagnostic lifecycle. To achieve true operational efficiency, this physical data must immediately transition into actionable engineering metrics. Modern testing setups often integrate directly with advanced digital scales and laboratory management software. As the technician unloads each individual tier, the retained mass is instantly transmitted to a centralized database. This eliminates the massive risk of manual transcription errors, where a single misplaced decimal point physically alters the plotted gradation curve and falsely rejects a perfectly compliant material stockpile. The software instantly compares the physical retained mass against the strict legal limits defined by the project specifications, immediately flagging any unauthorized deviations before the materials leave the quarry.
FAQ’s
What defines the vertical amplitude in particle separation?
Vertical amplitude refers to the exact, measurable height the aggregate sample is physically lifted off the woven wire mesh during operation. Optimal amplitude ensures that the material is thrown high enough to break internal friction and reorient itself without being thrown so aggressively that the brittle stones shatter upon impact.
How does electrostatic charge interfere with aggregate diagnostics?
Extremely fine dust and clay particles often develop strong electrostatic charges during the intense friction of the crushing and transport process. This charge causes the microscopic fines to aggressively adhere to the metal wire mesh and larger stones, falsely inflating the mass of the coarser fractions and rendering the final gradation curve highly inaccurate.
Why do international testing standards limit the maximum retained mass per tier?
Overloading a specific mesh tier physically suffocates the screening area, completely preventing the aggregates from achieving the necessary three-dimensional fluidization. When too much material is placed on a single level, the particles simply grind against each other laterally, fracturing the material while completely failing to find an open aperture to pass through.
What causes artificial degradation during the diagnostic process?
Artificial degradation occurs when overly aggressive mechanical gears or excessive operational times physically crush brittle, friable aggregates inside the apparatus. This destructive action creates new, microscopic dust particles that did not exist in the original stockpile, completely invalidating the entire physical analysis.
How do electromagnetic drives differ from traditional mechanical gears?
Mechanical gears utilize rotating eccentric weights and physical springs, which wear down rapidly over time, altering the kinetic energy transferred to the sample. Electromagnetic drives utilize heavy-duty magnetic coils to create precise, frictionless vibration, ensuring the exact same amplitude and frequency are applied during year one and year ten of the machine’s lifespan.
When is wet washing absolutely required before physical separation?
Wet washing is legally required when the aggregate sample contains heavy, highly cohesive clay lumps or a massive volume of microscopic dust adhering firmly to the larger stones. Water physically dissolves these heavy clay bonds, allowing the true fine particles to be isolated and measured before the remaining clean aggregate is dried and subjected to standard vibration.
Why is an intermittent tapping function critical for fine sand analysis?
Microscopic sand particles easily wedge into the tiny, intricate apertures of lower-level sieves, quickly causing total blockage. An intermittent mechanical tap sends a sharp, highly focused shockwave laterally across the metal frame, physically dislodging these trapped particles and keeping the mesh entirely clear for continuous downward material flow.
What is the operational purpose of the receiver pan at the base?
The solid metal receiver pan acts as the absolute final catch mechanism for all microscopic dust and filler materials that successfully pass through the tightest woven mesh tier. Accurately weighing the incredibly fine material trapped in this pan is legally critical for determining the total void-filling capacity of the aggregate blend.
How frequently must testing laboratories calibrate their vibrational equipment?
To maintain strict compliance with international legal engineering codes, all mechanical separation apparatus must undergo rigorous diagnostic calibration annually. Specialized technicians utilize highly sensitive accelerometers and optical sensors to verify that the vertical amplitude, operational frequency, and digital timer perfectly match the manufacturer’s original specifications.
Why must technicians dry the aggregate sample completely before testing?
Surface moisture creates extreme capillary action and high surface tension, physically gluing the individual aggregate particles together into heavy clumps. If the sample is not completely oven-dried prior to agitation, these wet clumps will falsely register as massive coarse stones, completely destroying the geometric accuracy of the final particle size distribution report.
Closing Thoughts
Catastrophic structural failure rarely occurs due to poor architectural design; it almost exclusively originates from compromised, unverified composite materials entering the supply chain. Premature pavement rutting, severe concrete honeycombing, and massive batch rejections are entirely avoidable consequences of inadequate, uncontrolled particle size diagnostics. By implementing rigorous, highly standardized separation protocols utilizing precision-engineered instrumentation, material laboratories transition from reactive, slow-paced testing to highly proactive, legally defensible quality assurance.
Investing heavily in automated physical testing protocols and relying exclusively on high-tolerance, laboratory-grade equipment guarantees that every single ton of aggregate supplied will perform exactly as the structural engineers demanded. This absolute diagnostic certainty ensures the ultimate safety, maximum durability, and long-term financial viability of your heavy infrastructure projects for decades.
Recent Comments